")
")
")
")




Risparmio energetico
Nell’estate 2012 la Rime ha installato sul proprio capannone un impianto solare fotovoltaico per una concreta convinzione che la qualità della vita sia estremamente correlata al rispetto del nostro ecosistema. Un intervento come quello di installare un sistema fotovoltaico sul tetto del capannone permette di produrre energia nel rispetto del territorio per:
- ridurre emissione di sostanze inquinanti
- risparmio di combustibile fossile
- produrre senza inquinamento acustico
Il nostro impianto ha le seguenti caratteristiche:
Potenza installata 98 KWp Produzione media annua al Kwp: 875 Kwh/Kwp (stimata)
Produzione complessiva media annua Impianto : 85.750 Kwh/Anno (media stimata in 20 anni)
Mancate emissioni di Co2 per ogni Kwh prodotto (Fattore mix elettrico italiano): 531g/Kwh
Mancate emissioni medie annue complessive dell'impianto: 45,53 Tonn/anno
N° pannelli: 400 pannelli certificati secondo normativa CEI/IEC 31215
Certificato ISO 9001:2015

Cribis Prime Company
DIREZIONE
Cell: 347 28 52 794
VENETO
FRIULI VENEZIA GIULIA
TRENTINO ALTO ADIGE
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Sig. CARLO GALLO e Sig. PAOLO BOCCARDI
Cell Carlo: 349 5715660
Cell Paolo: 347 7469564
PIEMONTE
VALLE D'AOSTA
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Sig. BASTI NICOLA
Cell: 389 8809933
MARCHE -ABRUZZO- MOLISE
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Sig. MICHELE SARTORI e Sig. ROBERTO SARTORI
Cell Michele: 340 2888534
Cell Roberto: 348 7104894
EMILIA
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Sig. RUSCELLI VINCENZO
Cell: 335 5979939
LIGURIA
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Sig. TOSI ENRICO
Cell: 335 5457835
LOMBARDIA (ESCLUSO BRESCIA)
Email: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
In questa sezione riporteremo alcune delle maggiori problematiche di fresatura rivolte dai nostri clienti al nostro ufficio tecnico. Spesso l’analisi attenta della lavorazione, dell’utensile, della superficie lavorata e del truciolo prodotto permette di poter intervenire per risolvere problemi o per ottimizzare al meglio l’impiego dell’utensile. Ricordiamo che l’economicità di una lavorazione dipende moltissimo dalla vita dell’utensile, dalla finitura, dall’abbattimento degli scarti e dei tempi morti per i controlli, settaggi e cambi utensile. In sostanza, siamo convinti che un’attenta scelta e messa in macchina dell’utensile sia una delle prerogative essenziali per rendere economicamente vantaggiosa una lavorazione di fresatura.
Sotto viene riportato un elenco dei tipici problemi che si riscontrano durante una lavorazione di fresatura.
scheggiatura del tagliente
Possibili azioni risolutive
- Diminuire l’avanzamento per dente
- Aumentare la velocità di taglio
- Utensile con metallo duro troppo fragile, cambiare con metallo duro più tenace
- Verificare rigidità della macchina
- Verificare Run-out utensile
- Verificare scelta appropriata della geometria dell’utensile
- Difficoltà nell’evacuazione del truciolo, verificare percorso utensile e pressione o direzione del refrigerante
usura del tagliente
Possibili azioni risolutive
- Diminuire la velocità di taglio
- Aumentare l’avanzamento per dente
- Utensile con materiale poco resistente all’usura, utilizzare Metallo Duro o Acciaio con caratteristiche maggiori di resistenza all’usura
- Verificare scelta appropriata della geometria dell’utensile
- Verificare scelta appropriata del rivestimento
caratterizzazione del tagliente
Possibili azioni risolutive
- Diminuire la velocità di taglio
- Diminuire l’avanzamento per dente
- Utensile con materiale poco resistente all’usura, utilizzare Metallo Duro o Acciaio con caratteristiche maggiori di resistenza all’usura
- Aumentare il flusso/pressione di refrigerante
- Verificare scelta appropriata del rivestimento
tagliente di riporto
Possibili azioni risolutive
- Diminuire la profondità di passata
- Aumentare la velocità di taglio
- Aumentare l’avanzamento per dente
- Aumentare il flusso/pressione di refrigerante
Cattiva superficie del pezzo
Possibili azioni risolutive
- Diminuire avanzamento per dente
- Diminuire la fase del tagliente
- Diminuire la profondità di passata
- Aumentare la velocità di taglio
- Verificare la rigidità della macchina
- Utilizzare fresa con angolo elica più accentuato
- Utilizzare fresa con numero maggiore di taglienti
- Verificare Run-out della fresa
presenza di vibrazioni durante la lavorazione
Possibili azioni risolutive
- Diminuire la profondità di passata
- Diminuire la velocità di taglio
- Valutare la stabilità della macchina
- Verificare la stabilità del pezzo
- Verificare la densità del refrigerante
- Utilizzare una fresa con più denti
- Usare una fresa più corta
- Utilizzare una fresa a divisione irregolare
- Diminuire l’angolo di spoglia
presenza di scheggiature sul pezzo
Possibili azioni risolutive
- Diminuire l’avanzamento per dente
- Diminuire la profondità di passata
- Diminuire la fase del tagliente
sovraccarico della macchina
Possibili azioni risolutive
- Diminuire la velocità di taglio
- Diminuire l’avanzamento per dente
- Diminuire la profondità di passata
- Sostituire l'utensile con uno che abbia una geometria più idonea
non perpendicolarità della parete
Possibili azioni risolutive
- Verificare la concentricità della fresa sulla macchina
- Diminuire la velocità di taglioe
- Diminuire profondità e larghezza di taglio
- Diminuire la lunghezza totale
- Utilizzare una fresa con più denti
mancata precisione dimensionale
Possibili azioni risolutive
- Diminuire profondità della passata di taglio
- Migliorare rigidità del mandrino e della pinza di fissaggio
- Utilizzare una fresa con più denti
truciolo che forma gomitolo
Possibili azioni risolutive
- Ridurre avanzamento o velocità
- Utilizzare una fresa con meno denti
- Aumentare il flusso del refrigerante
- Provare geometrie diverse del tagliente
sbavature
Possibili azioni risolutive
- Anticipare la raffilatura
- Correggere i parametri e l’angolo di taglio
rottura della fresa
Possibili azioni risolutive
- Ridurre velocità ed avanzamento per dente
- Utilizzare una fresa più corta
- Anticipare riaffilatura
- Verificare tenuta mandrino
- Verificare Run-out
RIME srl via Ripe 35
25069 Pregno di Villa Carcina (BS)
Italia
Tel. +39 030 8981693
Fax +39 030 8981471
mail: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
Pec: Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo.
| Direzione aziendale | Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo. |
| Uff. Commerciale Italia | Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo. |
| Uff. Commerciale Estero | Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo. |
| Uff. Tecnico | Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo. |
| Uff. Acquisti | Questo indirizzo email è protetto dagli spambots. È necessario abilitare JavaScript per vederlo. |
RIME
Dal 1962, una storia di qualità e tecnologia
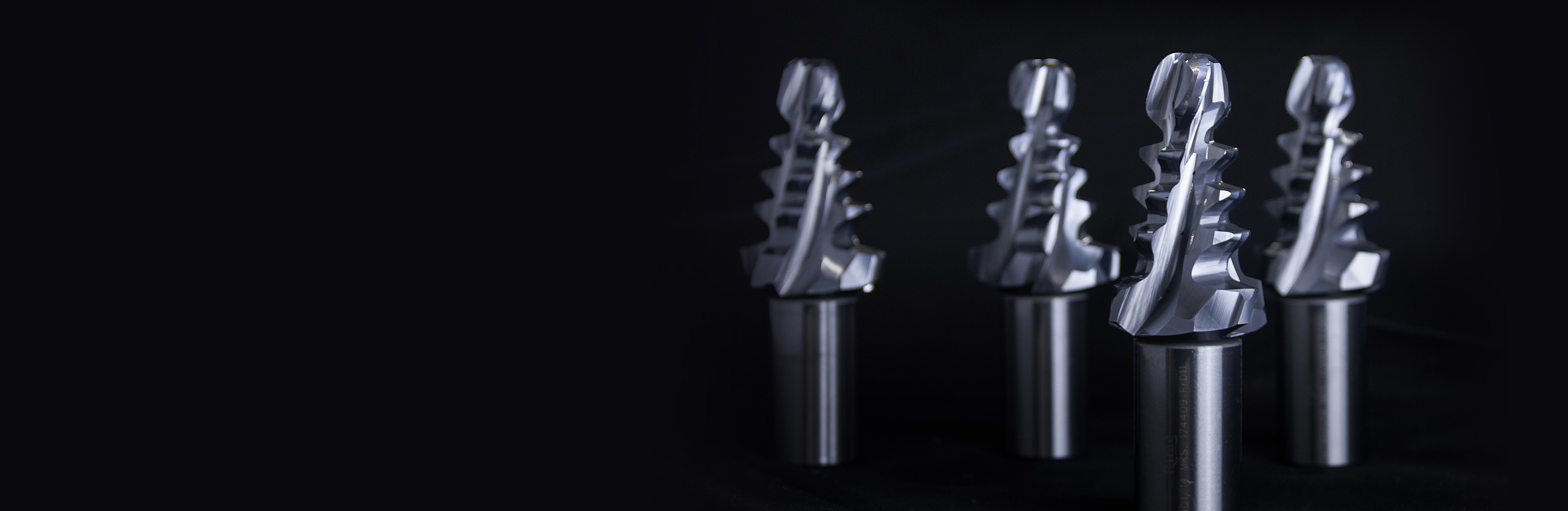
Da oltre 60 anni di attività e le più avanzate tecnologie produttive, consentono alla nostra azienda di farsi apprezzare sul mercato mondiale in tutti quei settori della meccanica di precisione dove è necessario l’utilizzo di utensili di alta qualità.
Rime progetta e crea prodotti innovativi sia standard sia speciali, anche in piccola serie, di altissima qualità, grazie ad un efficente organizzazione tecnico-commerciale, a personale altamente qualificato ed a tecnologie produttive sempre all'avanguardia.
Oggi Rime è un partner affidabile e flessibile per tutte quelle imprese che ricercano nelle frese e negli alesatori elevate prestazioni, costanti nel tempo, abbinate ad un servizio d'assistenza tecnico-commerciale preciso e puntuale.
CONTINUA
 Tool Explorer
Tool Explorer E-shop
E-shop Contatti
Contatti

{kind=link}
{kind=link}